服務熱線
13832895888
歡迎訪問唐山市三川鋼鐵機械制造有限公司
服務熱線
13832895888

銷售部:13832895888
供應部:13633361888
郵箱:tsscjx@cegoogle.cn
sanchuan@cegoogle.cn
傳真:0315-2969909
網址:m.z86249.cn
地址:唐山市路南區女織寨村南


混鐵爐屬于鋼鐵冶金設備,主要應用在鋼鐵行業、冶金行業等。混鐵爐用來存貯并保溫由高爐冶煉出來的鐵水,可混合均勻不同高爐冶煉出來的不同溫度及化學成份的鐵水以使其供應給平爐或傳爐煉鋼之用。由爐門軸,爐門框,兩組滑動軸承和兩個桿狀配重組成,爐門框和爐門軸焊接在一起,爐門框為一個鋼板焊接的框架,其上部和左右各安有鋼制密封槽,槽內鑲嵌耐火纖維,框內嵌砌耐火磚,爐門軸兩端安放在兩組滑動軸承上,軸承座焊接在出鐵口兩側,在爐門軸的兩個端部各安裝一個桿狀配重,桿狀配重與爐門框之間有一固定夾角。
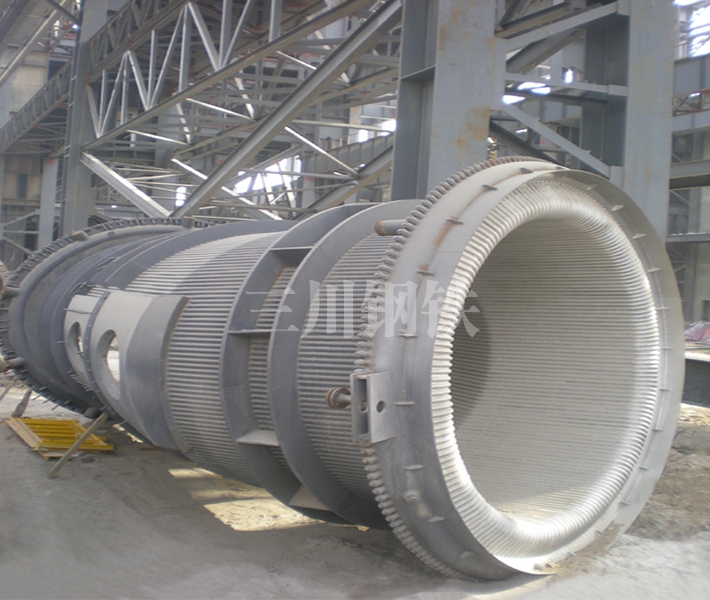
混鐵爐一般分為300噸、600噸、900噸和1300噸,主要由:底座、爐體、傳動機構、回轉機構、開蓋機構、鼓風裝置、煤氣空氣管道、氣動送閘裝置、干油潤滑裝置、混鐵爐平臺、電氣系統等11部分組成。爐體是由可拆的側面凸起的端蓋和開有兌鐵水口、出鐵水口的圓筒組成筒體。爐體內砌有耐火材料,耐火材料與爐殼之間填有硅藻土料填料層,借以隔熱和緩沖爐襯受熱膨脹對爐殼產生的壓力,填料層向里砌有硅藻土磚用來隔熱,硅藻土磚里面是粘土磚,粘土磚里面是直接與鐵水接觸的工作層,工作層是用鎂磚砌筑的。對于600噸混鐵爐而言,爐襯的總厚度為650mm,其中填料層10mm,硅藻土磚層65mm。粘土磚層115mm,鎂碳磚層460mm。整個爐體的重量都通過接近筒體兩端的偏心箍圈,園輥組成的弧形輥道傳遞到直接固定在基礎上的支撐底座上。
混鐵爐有兩種類型,一種為短身圓柱形,兌鐵口和出鐵口位于同一垂直平面;一種為長身圓柱形,兌鐵口和出鐵口相互錯開布置。混鐵爐容量范圍很大,可由200t至2800t,中國采用300t、600t、1300t三級容量的混鐵爐。確定所需要的混鐵爐容量,除要考慮鐵水需要量外,還要考慮鐵水在爐內的貯存時間以及爐子的充滿度等。一般按下式計算: Q=1.01PKT/24y
式中P為1晝夜產鋼量,t/d;K為鐵水消耗,t/t;1.01為鐵水損失系數;y為充滿度,一般取0.65~0.77;T為平均鐵水貯存時間,一般取8h。
混鐵爐的構造見圖。兌鐵口一般與垂直軸線呈12°~15°角,出鐵口與水平軸線呈30°角,傳動方式為輥輪齒條傳動。修砌混鐵爐用耐火材料主要為粘土磚、鎂磚及絕熱材料等,有的用一部分鉻鎂磚或白云石磚。修砌一座1300t混鐵爐的用磚量為:鎂磚185t,黏土磚120t,黏土粉3t,絕熱材料10t,合計為328t。而砌襯的消耗隨爐容大小和爐壽命不同而異,一般為0.2~0.5kg/t鐵。
混鐵爐砌筑
爐底砌筑 爐殼及機電設備安裝、試運轉合格后才能開始砌磚。砌磚前,應測出爐殼的縱橫中心線,并用墨線打在鋼板上,作為控制各部砌體尺寸的基準。爐底砌體一般分為隔熱層、粘土磚層和鎂磚層,爐底砌磚的上、下層磚縫應錯開。濕砌的粘土磚層砌完后應進行烘干處理,然后再砌鎂磚;干砌的鎂磚縫中應仔細填充干燥的鎂質耐火泥。各層磚的砌筑方向應與爐子的縱向中心線平行,砌磚由中心向兩端進行,用弧度樣板檢查砌體的弧度。
爐墻砌筑 前后墻均采取平砌。后墻砌筑有三種形式:弧形墻、直形墻和水平磚層錯臺砌筑的弧形墻。端墻砌筑有兩種形式:弧形墻和具有水平磚層錯臺砌筑的弧形墻。端墻與爐底、端墻與前后墻的相接處,是砌體的薄弱環節,砌筑時應仔細進行磚加工。當前后墻砌至拱腳鐵板下面時,應按拱腳板的斜度砌筑,并根據設計要求準確留設砌體與拱腳鐵板下面的間隙,用鎂質泥料填充密實。
出鐵口砌筑 出鐵口的斷面呈喇叭形。砌磚前,應找好出鐵口的中心線,按設計尺寸、角度立好線桿,拉線控制出鐵口墻的內控尺寸。出鐵口底一般豎砌兩層鎂磚,上層為活底,按照底的坡度對底的一層磚進行加工,一層砌完后即進行墻的砌筑,出鐵口墻砌成水平磚層。
爐頂砌筑 一般用硅磚砌筑,兩端按環干砌,中部錯縫濕砌。爐頂砌筑用的拱胎支設在牢固的拱架上,拱胎由兩端向中間分段設置。爐頂砌磚前,應根據拱磚的寬度,在拱胎上畫出磚環線,并干排驗縫,逐環由兩端向中間砌磚。在爐頂與受鐵口周圍相連面的加工磚宜預先進行加工和組合,砌筑時對號入座。
受鐵口砌筑 一般采用鋁鎂磚砌筑。砌磚前,找正中心及角度,立好中心輪桿,以輪桿半徑控制,加工與受鐵口拱圈接觸的主拱頂磚。設計的受鐵口帶有銷釘時,砌筑中應逐次穿入銷釘。砌筑完畢后,仔細勾縫,檢查合格后,方準拆除爐頂拱胎。混鐵爐砌體的膨脹縫,應按設計仔細留設。 [2]
混鐵爐安裝
爐體拼裝 為有利于現場拼裝,爐體在制造廠預組裝合格后,都在各連接部位打上標記號碼。現場拼裝在臨時搭設的平臺上進行,要仔細核查,對號拼裝,謹防差錯。拼裝圓柱形筒體時,要檢查筒體兩端端口直徑和橢圓度,檢查兩個托圈的平行度和同心度。檢查合格后,根據吊具起重能力,決定在吊裝前或在吊裝就位后連接筒體兩端的筒蓋。
底座安裝 設備基礎驗收合格后,即可安裝爐體底座。底座為兩個單獨的凹形弧面結構,在筒體托圈與弧面之間,通過兩組弧形滾道實現爐體的傾動。底座安裝時,應進行兩底座的平行度、對角線和中心線的測量校正,并對兩個凹形弧面的對應點標高進行檢查和調整,使之達到設計和規范的要求。底座經檢驗合格并固定后,把兩組弧形滾道分別放在凹形弧面上,調整好位置并臨時固定,即可將爐體吊裝就位。此時混鐵爐爐體呈靜止(非傾動)狀態,注意檢查爐體傾動中心、底座中心及與滾道零位標記等相互之間的關系。爐體定位后,將爐體和滾道同時固定在底座上,防止傾動。
爐體傾動機構安裝 傾動機構是由電動機帶動一組減速器,通過減速器輸出軸上的齒輪帶動一個鉸接在爐體凸耳上的齒條往復運動,達到使爐體傾動的目的。為了保證齒條運動中心軌跡的正確性,在齒條安裝前,應再從爐體凸耳與齒條鉸接的中心點校正一次爐體安裝的正確位置。為便于齒條的安裝,應預先檢查鉸接點部位的軸、孔及襯套的加工尺寸和配合精度,尤其要檢查處理好齒條與齒條箱內方形耐磨銅板(套)的配合間隙。齒條的安裝順序,應先插入齒輪箱內,然后再與爐體凸耳鉸接點連接。